


Основополагающие принципы связующего CORDIS были разработаны в 90-е годы ХХ в. Фундаментальная идея заключалась в создании связующей системы на основе воды в качестве единственного растворителя и полностью неорганической связующей матрицы. Эта идея полностью реализована в продукте CORDIS последнего поколения. В зависимости от типа связующего матрица состоит из комбинации фосфатных, силикатных и боратных групп. Свойства отдельных типов литейных связующих можно целенаправленно устанавливать за счет комбинирования и изменения структуры матрицы связующего.
Другие неорганические добавки, интегрированные в связующее или напрямую вводимые в него во время процесса изготовления стержней, используются для дальнейшего улучшения и оптимизации свойств. Применение комбинаций добавок позволяет заранее устанавливать наиболее важные свойства, например, текучесть стержневой смеси или живучесть готовых стержней.
Преимущества неорганических связующих
- Снижение негативного влияния на условия труда и окружающую среду
- Предвосхищение требований будущего экологического законодательства
- Экономичность за счет снижения издержек на вентиляцию
- Улучшение в охране здоровья и труда рабочих
- Повышение продуктивности благодаря увеличению срока службы инструментов и оборудования
- Значительное снижение количества конденсата
- Повышение качества литья благодаря уменьшению пористости, вызванной стержневыми газами
- Внедрение более сложных стержневых геометрий
Недостатки использования классического жидкого стекла
- Низкая прочность
- Плохая текучесть
- Низкая прочность стержней при хранении
В неорганической системе не происходит образование конденсата и преждевременного распада стержней
 Cold-Box система после 10 отливок
Cold-Box система после 10 отливок
 Неорганическая система после 10 отливок
Неорганическая система после 10 отливок
Сильные и слабые стороны литейных связующих
|
Неорганика - Cordis Преимущества
|
Органика - Cold-Box Преимущества
Недостатки
|
Неорганические связующие идеально подходят для быстрого прототипирования!
- 100% неорганические связующие
- Экологичное производство, никаких выбросов при литье
- Высокая прочность стержней
- Незначительное образование газа
- Хорошие показатели точности
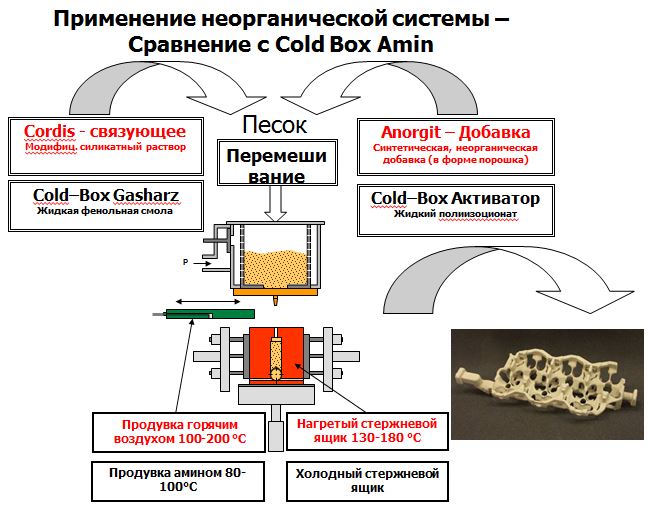
ТЕХНОЛОГИЯ
Производство стержней
Cordis - это неорганическое связующее. Основу связывающего вещества составляет комбинация модифицированных фосфатов, силикатов и боратов. Отвердение стержней в стержневом ящике происходит за счет удаления воды.
Перемешивание
Смешивание компонентов может происходить в любом стандартном смесителе. Доля связующего составляет (в зависимости от геометрии стержня) от 2% до 3% относительно массы песка. Смесь годна к употреблению сразу после выгрузки из смесителя. При хранении в герметической закрытой емкости, смесь годна к использованию в течение суток. При нормальных условиях работы очищать пескострельную машину необходимо один раз в сутки.
Изготовление стержней
При изготовлении стержней смесь выстреливается в подогретый стержневой ящик. Температура подогрева, в зависимости от геометрии стержня, находится в пределах от 100° до 120°. Необходимо стремиться к равномерному распределению тепла. После того как смесь песка и увлажненного отвердителя попадет в стержневой ящик, образуется наружная корка стержня. Этот первый этап отвердения в процессе сушки, при котором влага стержня удаляется. Это и есть чисто физический процесс отверждения (см. рис.ниже)
Дополнительно, в зависимости от типа применяемого Cordis-связующего, может проходить и химическое отверждение. Как следствие, достигается более высокая прочность при съеме стержней, чем при чисто-физическом процессе твердения (сушке). В зависимости от выбора песка и типа связующего, при содержании отвердителя между 1,5% и 3%, достигается прочность на изгиб 350-550 N/мм².
Отверждение может быть ускорено, если применять горячий воздух. В этом случае процесс нагревания смеси протекает интенсивней и освобожденная при сушке вода удаляется, естественно, быстрее. Продолжительность сушки стержней при неорганическом отвердителе очень сильно зависит от геометрии детали и применяемого стержневого ящика. Чем больше и компактней стержень, тем сложнее идет процесс затвердения. Стержневой ящик для этого процесса должен быть спроектирован так, чтобы поток горячего воздуха проходил через него быстрее и более коротким путем. Кроме того, стержневой ящик должен быть изготовлен из материала, который выдерживает нагрев до 200°C. Затвердение в значительной степени зависит от продувки горячим воздухом, поэтому важно при этом процессе выдерживать температуру воздуха 150°C.
Хранение стержней
Стержни, изготовленные с применением неорганического крепителя нельзя долго хранить во влажной атмосфере.
Заливка и охлаждение
Вследствие неорганической природы связующего вещества, при заливке в формы не образуется конденсат. Также неорганический отвердитель способствует значительному сокращению пористости в отливках, которая обычно обусловлена выделением газов из стержней. В процессе заливки не образуется дыма, и отсутствуют неприятные запахи.